 Skip to content
Skip to content The Complete Guide to Pre-Roll Cone Filling Machines
The gap between hand-rolling pre-rolls and running a pre-roll cone filling machine is larger than most operators expect — and the transition is less complicated than they fear. A single operator with the right machine can produce what a team of five hand-rollers produces in a shift, with tighter weight consistency, a better-looking finished product, and dramatically lower cost per unit. That is not a marketing claim. It is arithmetic.

This guide covers everything a cannabis operator needs to know about pre-roll cone filling machines: how they work, the physics behind different filling mechanisms, what separates entry-level machines from enterprise systems, how to handle concentrates and infused pre-rolls, how to calculate your actual return on investment, and what to look for before spending a dollar. It is written for operators at every scale — from craft producers rolling a few hundred cones a day to multi-state operators building out high-throughput production lines.
By the end, you will know exactly which machine tier fits your operation, what questions to ask before buying, and how a pre-roll cone filling machine pays for itself faster than most operators assume.
What you need to know
- A pre-roll cone filling machine automates the loading, packing, and finishing of pre-roll cones — replacing the most labor-intensive and inconsistent part of the production process.
- Three main automation tiers exist: manual-assist, semi-automated (tray-based), and fully automated. Each serves a different production volume and budget.
- Upstream material preparation — grinding and sifting — directly determines machine performance. A cone filling machine is only as consistent as the material fed into it.
- Dutch Crown tip finishing, which PreRoll Press produces as standard output, prevents canoeing by design and signals quality at retail shelf.
- Concentrate and infused pre-rolls require specific machine capabilities — temperature-controlled viscosity management and no-clog concentrate handling are non-negotiable for distillate and live resin.
- At 121 cones filled in under 10 minutes with one operator, the PreRoll Press Fill N’ Fold system achieves a payback period measured in weeks, not months, for most production volumes.
- The most common buyer mistake is evaluating machines by cone count per cycle rather than by actual throughput, consistency, and total cost of ownership — what the industry calls the Holes Fallacy.
- What Is a Pre-Roll Cone Filling Machine and How Does It Work?
- Upstream Preparation: Why Grinding and Sifting Determine Your Output
- The Three Automation Tiers: Manual, Semi-Automated, and Fully Automated
- Key Features to Look For in a Pre-Roll Cone Filling Machine
- Dutch Crown Technology: What It Is and Why It Matters
- How to Handle Concentrates and Infused Pre-Rolls
- How Many Pre-Rolls Per Hour? Output Benchmarks by Machine Tier
- Pre-Roll Machine ROI: When Does It Pay for Itself?
- Preventing Canoeing and Ensuring Consistent Quality
- The PreRoll Press Fill N’ Fold System
- Frequently Asked Questions
What Is a Pre-Roll Cone Filling Machine and How Does It Work?
A pre-roll cone filling machine is purpose-built equipment that automates the process of loading ground cannabis flower into pre-formed paper cones, compacting it to a consistent density, and finishing the tip. What takes an experienced hand-roller two to three minutes per cone takes a machine less than five seconds — and the machine does not get tired, does not produce inconsistent packs, and does not call in sick.
The basic mechanical process works in four stages: loading, filling, compaction, and finishing.

Stage 1 — Loading
The operator loads ground, sifted cannabis material into a hopper or tray. Depending on the machine tier, cones are either placed manually into a filling tray (semi-automatic systems) or fed automatically from a bulk cone magazine (fully automatic systems). The quality and consistency of the input material at this stage is the single most important variable in the entire process — a point covered in detail in the next section.
Stage 2 — Filling
Material from the hopper is distributed across the open ends of the cones. This distribution happens through one of three primary physical mechanisms, each with distinct advantages and trade-offs:
- Vibratory compaction: Used by semi-automatic tray-based systems like the STM RocketBox and many entry-level machines. The loaded tray is subjected to rapid oscillation, which causes the material to settle into the cones through gravity and mechanical vibration. Fast and mechanically simple, but smaller particles can migrate toward the cone bottom without proper sifting — creating uneven density gradients that affect burn quality.
- Tamping and centrifugal force: Systems using tamping rods combined with centrifugal action physically press material into the cone. Creates tighter packs, particularly effective for resinous, sticky material that resists vibration-based settling. More controllable force allows operators to dial in packing density with greater precision.
- Radial rolling compaction: A fundamentally different approach — rolling paper from a continuous bobbin rather than using pre-formed cones. Mimics the structural mechanics of hand-rolling, applying uniform radial pressure as paper wraps the material. Produces extremely consistent airflow and draw resistance regardless of strain moisture content or texture.
Stage 3 — Compaction
Packing pressure is applied to achieve consistent density from crutch to tip — no air gaps, no loose packs. This is where weight consistency is determined. Machines with adjustable metering trays allow operators to calibrate target fill weight and hold it across a full production run without manual adjustment between cycles.
Stage 4 — Finishing
Once filled and packed, the machine handles tip finishing. This is where the most significant quality differentiation between machines occurs. The two primary finishing methods are the twisted tip — where the open end is twisted shut — and the Dutch Crown, where the paper is folded into a structured, multi-point crown shape.
The Dutch Crown finish is mechanically superior. It distributes ignition heat symmetrically across the tip, preventing canoeing and producing an even burn front from the first draw. PreRoll Press is the only machine manufacturer that produces Dutch Crown cones as standard output — without an expensive add-on module.
Upstream Preparation: Why Grinding and Sifting Determine Your Machine’s Output
This is the section that most machine buyers skip — and it is the section that most directly determines whether their investment performs as expected. A pre-roll cone filling machine is highly sensitive to the physical properties of the material fed into it. Particle size, moisture content, and material uniformity are not secondary considerations. They are prerequisites.
The day’s production success is decided in the material preparation stage — not at the machine. This is true regardless of price point or automation level.

Why Grinding Matters: High-Torque, Low-RPM
Industrial cannabis grinders engineered for pre-roll production use high-torque, low-RPM mechanisms. High-speed shear forces — the kind produced by blenders, food processors, or generic agricultural shredders — pulverize cannabis into unmanageable fine dust and trigger thermal degradation of volatile terpenes through friction heat. The result is material that clumps, bridges in hoppers, and produces inconsistent, harsh pre-rolls.
High-torque, low-RPM grinding preserves trichome integrity, maintains the cannabinoid profile, and produces a consistent particle size suitable for volumetric filling. The particle size target for most automated cone filling machines is in the 2mm–4mm range — coarse enough to flow freely without bridging, fine enough to pack consistently without large air gaps.
Why Sifting Is Non-Negotiable
Following grinding, automated sifting removes both oversized particles (stems, large chunks that cause bridging) and undersized particles (fine dust that causes compaction inconsistency and burns harshly). By narrowing the particle size distribution, sifting dramatically improves material flowability — which is what the filling machine actually needs to operate consistently.
The empirical data on sifting is striking. In controlled commercial production experiments comparing sifted vs. unsifted runs on the same machine:
| Metric | Unsifted | Sifted Result | Production Impact |
|---|---|---|---|
| Weight variance between cones | Baseline | 65% reduction | Critical for compliance testing |
| Pre-rolls ruined by stem punctures | Baseline | 488% fewer punctures | Major yield and margin impact |
| Unsatisfactory packs | Baseline | 194% fewer rejects | Direct COGS reduction |
| Sellable units from 169-cone batch | Baseline | +27 additional units | Pure margin — same batch, more product |
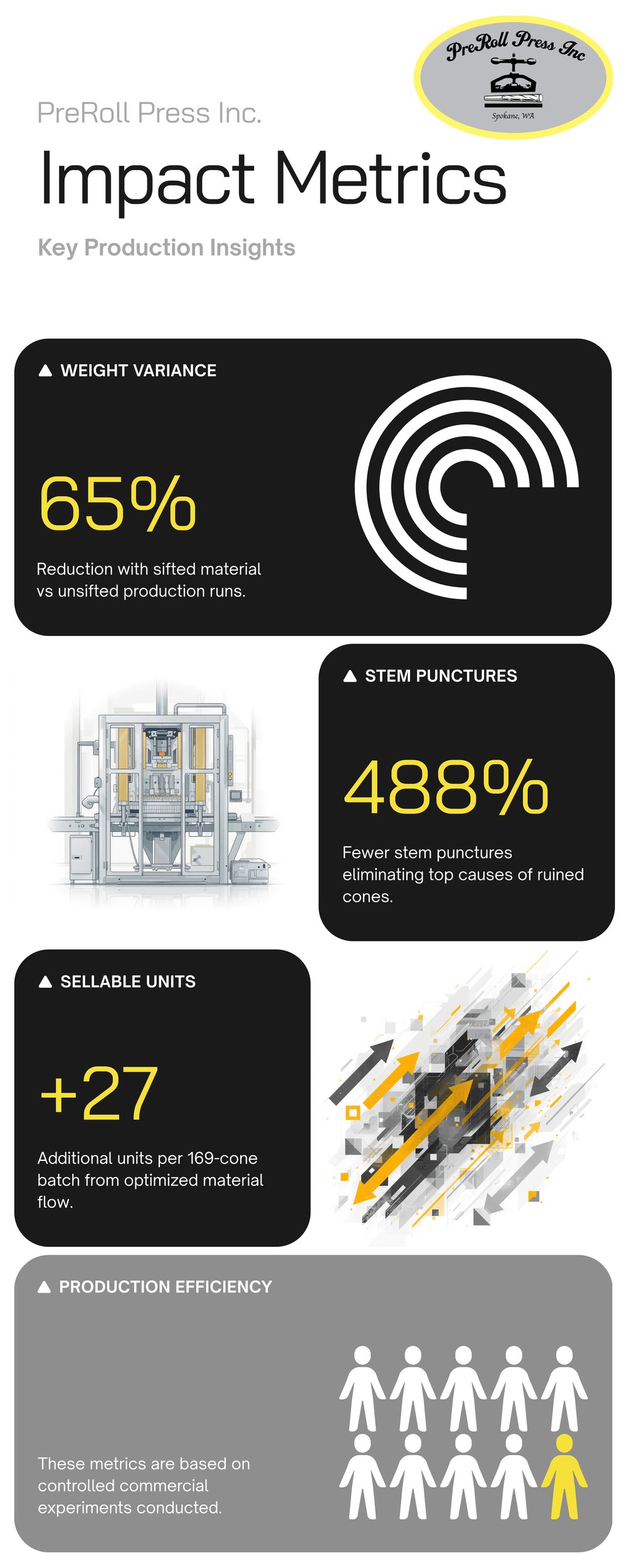
That is not a marginal improvement. A 65% reduction in weight variance is the difference between a compliance-grade product and one that fails batch testing. The 488% increase in stem punctures when sifting is skipped means nearly five times as many ruined cones — waste that comes directly out of margin.
Budget for a sifter before or alongside your cone filling machine. Entry-level commercial sifters start around $1,600–$2,000.
The yield improvement pays for the sifter within days on any meaningful production run. Running a cone filling machine on unsifted material is the single most common reason operators report that their machine is “inconsistent” — the machine is consistent; the input material is not.
The Three Automation Tiers: Manual, Semi-Automated, and Fully Automated
Pre-roll cone filling machines exist across a wide spectrum of automation and price. Understanding which tier fits your operation requires honest assessment of your current daily output, your labor costs, your quality requirements, and your growth trajectory. Buying too much machine creates unnecessary fixed cost. Buying too little machine creates a production ceiling you will hit within months.
Manual-Assist Systems
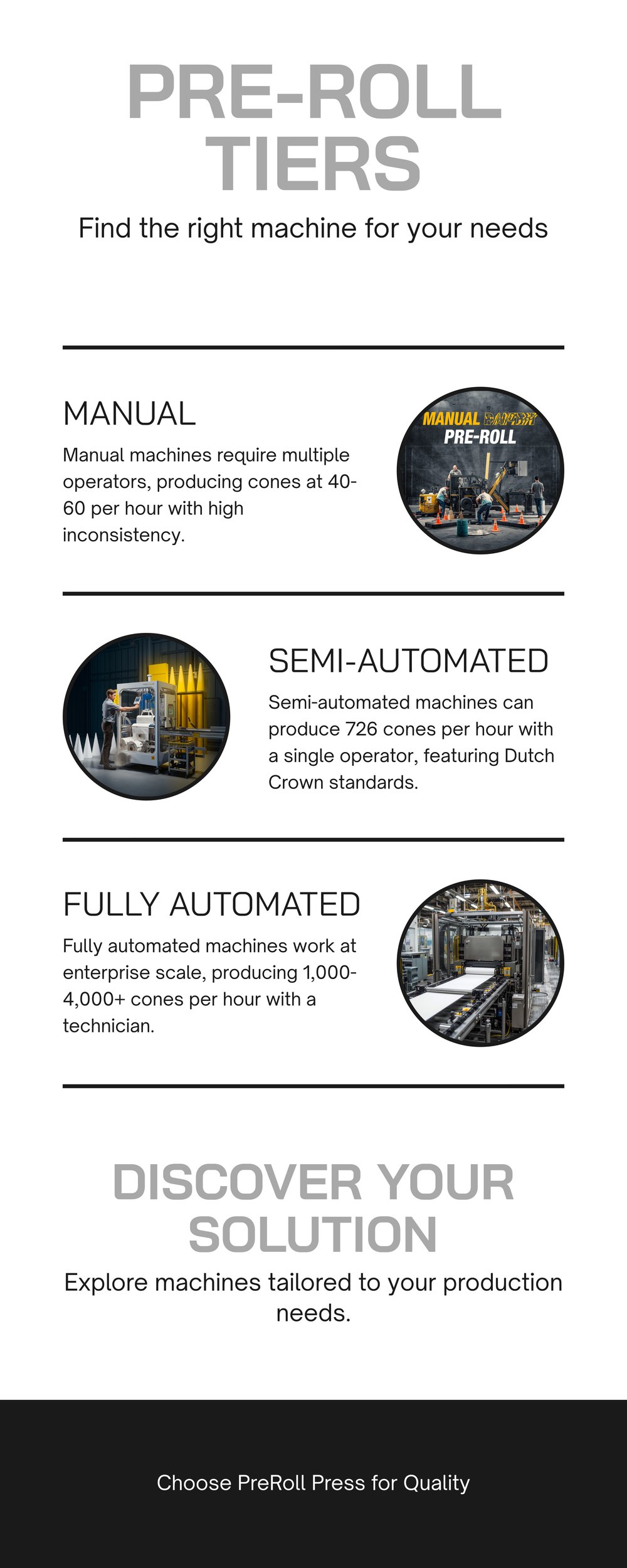
Manual-assist devices — filling trays, hand tampers, and basic wooden or plastic cone holders — represent the absolute entry point of production tooling. They require the operator to do most of the work: loading material, packing by hand, and finishing each cone individually. Output is typically 20 to 50 cones per operator per hour, depending on experience.
These tools are appropriate for micro-producers and home cultivators. For any commercial operation selling into dispensaries or producing more than a few hundred pre-rolls per day, manual-assist tools create labor costs that make the economics deeply unfavorable versus even entry-level machines.
At $15–$20 per hour in labor costs, hand-rolling 500 pre-rolls a day costs between $150 and $200 per shift in labor alone. A machine that eliminates 80% of that cost pays for itself in weeks.
Semi-Automated Systems
Semi-automated machines are the workhorse tier for craft and scaling cannabis producers. These machines require an operator to manually load a tray of cones, initiate the filling cycle, and manually finish the tips — but the filling and compaction steps happen mechanically. Output ranges from 50 to 300+ cones per cycle, with cycle times typically under two minutes. A single operator can run a semi-automated machine and produce 500 to 2,000 pre-rolls per hour, depending on the specific system.
The STM Canna RocketBox Pro represents the upper end of the semi-automated category, producing 143 cones per cycle using a vibration-based mechanism with a 110V motor. At this tier, machines typically cost $1,850 to $8,000 and are appropriate for operations producing anywhere from a few hundred to several thousand pre-rolls per day.
The Fill N’ Fold operates in the semi-automated tier — and it is worth being precise about what distinguishes it: Dutch Crown cones as standard output, concentrate handling without clogging, and a lifetime warranty. For operations where output quality and retail shelf presentation matter, these are not minor features. They are the difference between a machine that merely fills cones and one that produces a premium, retail-ready product.
Fully Automated Systems
Fully automated pre-roll machines operate with minimal human intervention. They autonomously manage cone feeding, weighing, filling, compaction, tip finishing, and rejection of out-of-tolerance units. A single technician can supervise production of 1,000 to 2,000+ pre-rolls per hour. These systems represent the enterprise tier, designed for multi-state operators, large co-packers, and high-volume hemp processors.
Representative fully automated systems in the current market:
| System | Output | Best For | Price Range |
|---|---|---|---|
| Hefestus AuraX | 2,000+ per hour | Enterprise MSOs, infused lines | $150,000+ |
| Canapa JuanaRoll | 1,000–4,000 per hour | Scalable boutique to enterprise | $80,000–$200,000+ |
| RollPros Blackbird | ~900 per hour | Premium straight-roll brands | $75,000+ |
| PreRoll-Er 200 | ~1,300 per hour | Mid-size Canadian producers | $100,000+ |
| APEHEX System | ~1,200 per hour | Space-constrained facilities | $60,000+ |
The most common error operators make when evaluating machines is comparing cone count per cycle as the primary metric. This is the Holes Fallacy — the assumption that the machine with the most cone holes per tray automatically produces the most throughput.
True production efficiency is determined by continuous flow, consistency, minimized downtime, and waste rate. A machine that fills 300 cones per cycle but requires 10 minutes of setup between cycles and produces a 15% reject rate may produce far less sellable product per hour than a machine with a 121-cone tray, a 90-second cycle, and a 1% reject rate. Evaluate total throughput of sellable, compliant product — not raw cycle capacity.
Key Features to Look For in a Pre-Roll Cone Filling Machine
When evaluating machines, these are the six features that determine long-term operational value — not just initial output.
1. Tray Count and Cone Size Compatibility
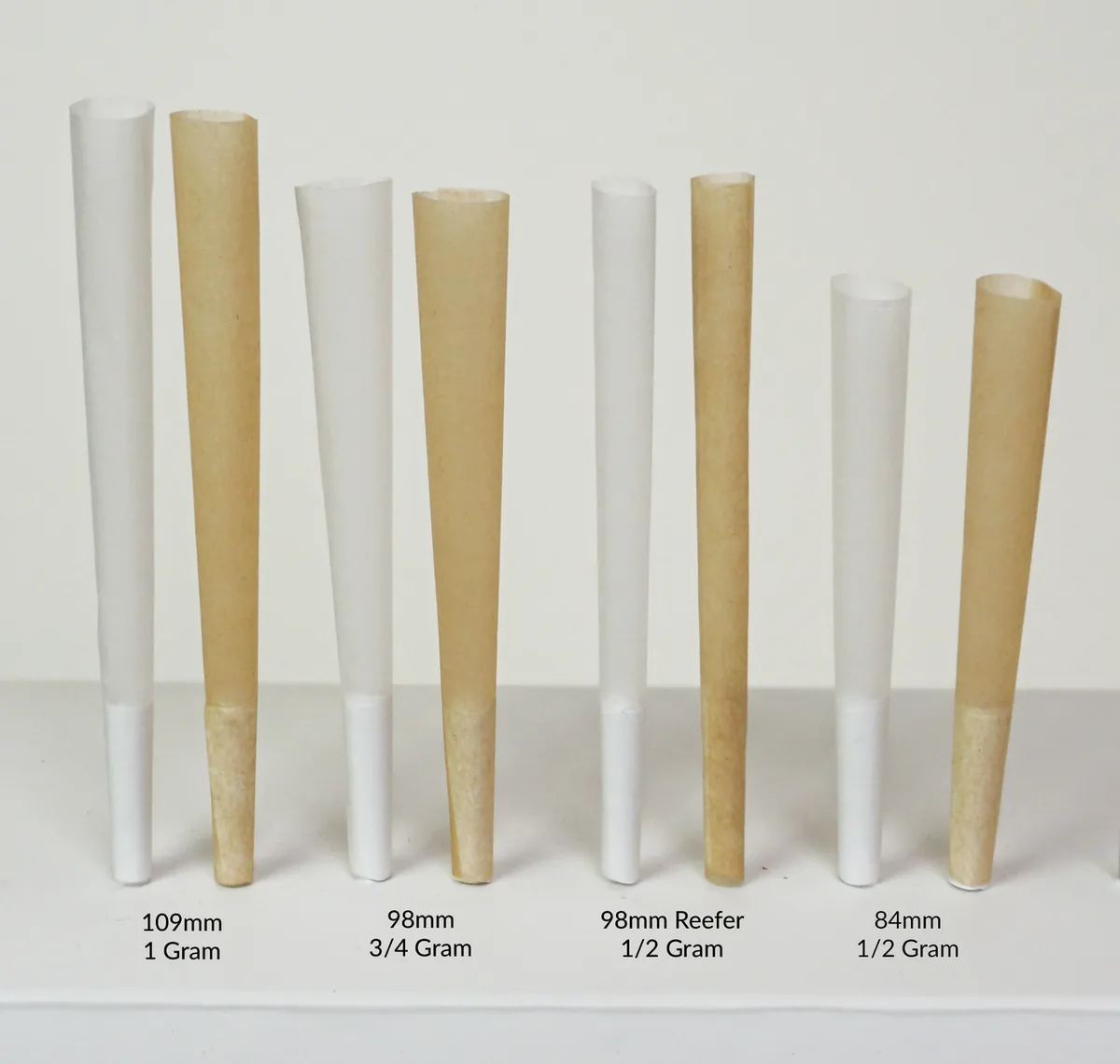
The number of cones per tray determines your cycle output. More importantly, confirm that the machine handles the cone sizes your operation uses — 84mm, 98mm, 109mm, and king-size cones are not interchangeable between all machines. Some machines are optimized for a single cone size; others accept multiple sizes with a tray swap. If your product line includes multiple formats, cone size flexibility is a significant operational advantage.
2. Compaction Mechanism and Adjustability
As covered in Section 1, the filling mechanism — vibratory, tamping, or radial — determines pack density and consistency. More importantly for operational purposes: can you adjust packing density? An adjustable metering tray or variable compaction setting lets you dial in the correct pack for different strains and moisture levels without running test batches every time your input material changes. This adjustability is the difference between a machine that requires constant babysitting and one that holds calibration across a production run.
3. Dutch Crown Finishing Capability
Dutch Crown tip finishing is discussed in full in the next section. From an evaluation standpoint: some machines charge $1,850 to $15,000 as an add-on module to produce Dutch Crown output. PreRoll Press builds it in as standard. If Dutch Crown output matters for your retail positioning — and for any operation selling into competitive dispensary markets, it should — factor the true total cost of Dutch Crown capability into your comparison, not just the machine’s base price.
Competitors charge $1,850–$15,000 extra for Dutch Crown as an add-on. With PreRoll Press, it is standard. Factor that into every price comparison you make.
4. Concentrate Compatibility
Standard cone filling machines are engineered for dry flower. If your operation produces or plans to produce infused pre-rolls with distillate, live resin, rosin, or kief, the machine must be specifically rated for concentrate handling. This means temperature-controlled reservoirs, food-grade injection components, and a design that prevents concentrate from entering mechanical components where it causes jams and burnout. A machine that is “not rated for concentrates” will fail with concentrates — not sometimes, but reliably. See Section 6 for the full technical breakdown.
5. Materials and Food-Grade Construction
Any component that contacts cannabis material must be constructed from non-toxic, non-reactive, corrosion-resistant materials — specifically 304 or 316L stainless steel and food-grade aluminum. This is not just a compliance requirement for GMP-certified facilities; it is a fundamental quality and safety standard. Machines with zinc alloy, painted aluminum, or ABS plastic contact surfaces introduce contamination risk and are not compatible with aggressive daily sanitization protocols. Ask manufacturers explicitly about the material composition of their filling trays, metering components, and hopper surfaces.
6. Warranty and Serviceability
A machine with a 90-day warranty from an overseas manufacturer and no US-based service support is a liability on a commercial production floor. Downtime costs money. The warranty terms, the location of the manufacturer’s service team, and the availability of replacement parts are not afterthoughts — they are part of the machine’s total cost of ownership. PreRoll Press offers a lifetime warranty and manufactures locally in Spokane, WA, with domestic service and support. This matters when a machine needs attention mid-production.

| Feature | Why It Matters | Fill N’ Fold |
|---|---|---|
| Tray count & cone sizes | Determines cycle output and format flexibility | 121 cones — 84mm, 98mm, 109mm |
| Compaction adjustability | Consistent density across strains and moisture levels | Adjustable metering tray |
| Dutch Crown finishing | Prevents canoeing — premium retail presentation | Standard output — no add-on cost |
| Concentrate compatibility | Required for distillate, live resin, infused lines | Rated for concentrates |
| Food-grade materials | GMP compliance — aggressive sanitization | Food-grade throughout |
| Warranty & serviceability | Downtime cost — total cost of ownership | Lifetime warranty — Spokane WA |
Dutch Crown Technology: What It Is and Why It Matters
The Dutch Crown finish is the single most important quality differentiator in pre-roll tip construction — and it is also the most misunderstood. Most consumers and many operators have never heard the term. Once they see one and understand the mechanics, the preference is immediate and the reason is obvious.
What a Dutch Crown Is
A Dutch Crown finish is a machine-pressed fold at the open end of the pre-roll cone. Instead of twisting the paper to close the tip — which concentrates paper mass at a single axis and creates an uneven ignition point — the Dutch Crown fold distributes the paper into a symmetrical, multi-point crown structure. The result is a tip that looks distinct, burns differently, and performs better at retail.
It is worth being precise about what makes the Dutch Crown mechanically superior to a twisted tip:
- The twisted tip creates a paper mass at the center of the tip’s open end. When the consumer lights the pre-roll, the flame must first burn through a dense concentration of paper before reaching the cannabis. This creates an uneven ignition front — the paper burns faster on one side than the other, which is one of the primary causes of canoeing.
- The Dutch Crown fold distributes paper mass symmetrically around the circumference of the tip. When the flame is applied, the ignition front is even across the entire tip diameter. The cannabis begins burning uniformly from the start of the first draw.
- The structural integrity of the Dutch Crown tip is also higher than a twisted tip under handling and shipping stress. Twisted tips unwind in packaging. Dutch Crown tips hold their shape.

Why It Matters at Retail
At the dispensary shelf, pre-rolls compete on visual presentation as much as on potency and price. A Dutch Crown tip is immediately visually distinct from a twisted or pinched tip — it signals craft quality and machine precision. Budtenders notice it. Consumers who have experienced both consistently prefer the Dutch Crown burn.
For multi-pack SKUs, the consistency of Dutch Crown output across an entire package is itself a quality signal. Every pre-roll in a 10-pack looks identical, burns identically, and delivers a consistent draw resistance. This repeatability is what builds retail repeat purchases and dispensary buyer loyalty.

The Competitive Reality
PreRoll Press is the only machine manufacturer that produces Dutch Crown cones as standard output. Competitors in the semi-automated and fully automated tiers either do not offer Dutch Crown capability at all, or offer it as an expensive add-on module priced between $1,850 and $15,000. This is not a subtle difference. An operator buying a competitor machine at the same base price point as the Fill N’ Fold is not buying the same product — they are buying a machine that produces a visually and mechanically inferior tip finish, or they are paying significantly more to match the Fill N’ Fold’s standard output.
Competitor machine base price: $4,250–$6,000+
Dutch Crown add-on module: $1,850–$15,000 extra
Fill N’ Fold with Dutch Crown as standard: $1,850 total
The effective cost difference between a Fill N’ Fold and a competitor machine with equivalent Dutch Crown capability is $2,400 to $17,000 in favor of PreRoll Press.
How to Handle Concentrates and Infused Pre-Rolls
Infused pre-rolls — pre-rolls that combine ground flower with cannabis concentrates including distillate, live resin, rosin, kief, or diamonds — now account for approximately 44% of all pre-roll sales in tracked US markets. They command premium retail prices, often 2x to 3x the price of standard pre-rolls. For any operator not currently producing infused pre-rolls, this is the single highest-margin expansion opportunity available in the pre-roll category.
It is also where standard pre-roll machines fail catastrophically, and where the technical requirements for machine selection become considerably more demanding.
Why Standard Machines Fail with Concentrates
Concentrates — particularly distillate and live resin — are highly viscous materials at room temperature. Distillate at 65°F has the consistency of warm honey. At 55°F, it thickens significantly and barely flows at all. Live resin is terpene-rich and volatile. Kief is a fine powder that behaves very differently from flower.
Standard cone filling machines are designed for dry, granular material with a predictable particle size. When concentrates are introduced, several failure modes appear reliably:
- Distillate seeps into mechanical components, coating bearings, tray slots, and vibration mechanisms with a sticky residue that causes increasing friction, out-of-tolerance fills, and eventual motor burnout.
- Live resin’s terpene content accelerates degradation of rubber gaskets and ABS plastic components not rated for hydrocarbon exposure.
- Manual infusion processes introduce severe ratio drift (the amount of concentrate per unit varies between cones), external dripping onto the paper (which causes uneven burns), and severe airflow blockages when the concentrate migrates from the tip into the body of the pre-roll.
- Kief, when added externally and not properly homogenized, creates hot spots — localized concentrations of high-potency material that cause uneven combustion and dose inconsistency.
A machine that is “not rated for concentrates” will fail with concentrates — not sometimes, but reliably. This is not a spec sheet technicality. It is a production floor reality that operators discover after the machine breaks mid-run.
The Temperature and Viscosity Solution
Automating concentrate infusion correctly requires thermodynamic control. The concentrate must be maintained at a specific temperature — typically between 80°F and 110°F depending on the concentrate type — to achieve the viscosity necessary for precise, repeatable dosing. Too cold, and the material does not flow. Too hot, and terpenes degrade and the concentrate can scorch or separate.
Dedicated infused pre-roll systems handle this through heated reservoirs connected to food-grade dispensing mechanisms. These systems maintain the concentrate at the target temperature throughout the production run and apply a mathematically precise volume to each cone — ensuring dose consistency that manual methods cannot achieve.
Internal Core Injection
The most technically advanced infusion method for high-potency concentrate pre-rolls is internal core injection. Automated systems pierce the center of the filled, packed cone with a heated, medical-grade needle and deposit a precise rod of concentrate into the core of the pre-roll. This method ensures a uniform burn rate — the concentrate is distributed along the entire length of the cone rather than concentrated at the tip or the base — and delivers precise dosing with no external dripping or airflow blockage.
External Coating
For kief-coated or sugar-rolled infused pre-rolls, external coating systems apply a thin, precise layer of adhesive concentrate to the exterior of the paper before the finished pre-roll passes through a kief drum. This method is used for visually premium products where the coating is part of the retail presentation. Automated coating systems maintain consistent application thickness across the entire production run — something that is mechanically impossible to achieve at scale by hand.
How the Fill N’ Fold Handles Concentrates
The PreRoll Press Fill N’ Fold is rated for concentrate handling. The machine’s material-contact components are engineered to accommodate the cleaning protocols required for distillate and live resin — the residue from concentrates requires more aggressive sanitization than dry flower production alone. For operators producing infused pre-rolls, the Fill N’ Fold handles concentrate-compatible production without the clogging failures that plague standard machines.

44% of pre-roll sales are infused. If your machine cannot handle concentrates, you are locked out of nearly half the pre-roll market and all of its premium pricing.
For detailed step-by-step guidance on concentrate pre-roll production, see the full guides linked below once published.
Internal Link 4 — Activate once published: anchor text “How to Fill Pre-Roll Cones with Distillate Without Clogging” → /fill-pre-roll-cones-distillate/
Internal Link 5 — Activate once published: anchor text “Best Pre-Roll Machine for Concentrates” → /best-pre-roll-machine-concentrates/
How Many Pre-Rolls Per Hour? Output Benchmarks by Machine Tier
Output benchmarks are the most frequently cited and most frequently misunderstood metric in pre-roll machine marketing. The number that matters is not peak cycle output under ideal conditions — it is sustained throughput of sellable, compliant product across a full production shift. Those are different numbers, and the gap between them varies dramatically between machines.
Here is an honest cross-tier benchmark, using real production figures rather than peak-cycle marketing claims:
| Production Method | Output Per Hour | Operators Required | Labor Cost Per Unit |
|---|---|---|---|
| Experienced hand-roller | ~40–60 cones/hr | 1 per 40–60 cones/hr | $0.25–$0.50+ |
| Manual-assist tray (wooden) | ~60–100 cones/hr | 1 per tray | $0.15–$0.25 |
| Entry-level semi-auto (vibration) | ~200–400 cones/hr | 1 operator | $0.04–$0.08 |
| STM RocketBox Pro | ~400–600 cones/hr | 1 operator | $0.03–$0.06 |
| PreRoll Press Fill N’ Fold ★ | ~726 cones/hr* | 1 operator | $0.02–$0.04 |
| Hefestus AuraX (fully auto) | 2,000+ cones/hr | 1 technician | $0.01–$0.02 |
| Canapa JuanaRoll (8-channel) | 4,000 cones/hr | 1 technician | <$0.01 |
* 121 cones filled in under 10 minutes with one operator = approximately 726 cones per hour sustained. This is standard operating output — not a peak-condition claim.
The Fill N’ Fold figure of 121 cones in under 10 minutes is not a peak-condition claim — it is the standard operating output with a single, trained operator running normal production. At an average retail price of $5 per pre-roll, 726 cones per hour represents $3,630 in retail product — per operator hour. No hand-rolling operation comes within reach of that figure.

Internal Link 6 — Activate once published: anchor text “How Many Pre-Rolls Per Hour? Machine vs Manual Comparison” → /pre-rolls-per-hour-machine-vs-manual/
Pre-Roll Machine ROI: When Does It Pay for Itself?
The ROI calculation for a pre-roll cone filling machine has two components: labor cost reduction and yield improvement. Both matter. Most operators focus on the labor math and undercount the yield benefit — but for operations with meaningful reject rates or material waste, the yield improvement alone can justify the investment.
The Labor Math
Consider a craft producer currently hand-rolling 500 pre-rolls per day with two employees. At $18 per hour and a standard 8-hour shift, that is $288 per day in direct labor — $72,000 per year — to produce 130,000 pre-rolls annually.
With the Fill N’ Fold, one operator produces 500 pre-rolls in under 45 minutes. The remaining shift time can be allocated to packaging, quality control, concentrate infusion prep, or other production tasks. The machine does not eliminate the operator’s cost — it multiplies what that operator can produce. The effective labor cost per pre-roll drops from approximately $0.55 to under $0.05.
The Full ROI Table
The following table models payback period for the Fill N’ Fold ($1,850) across three common production volumes, using conservative labor savings estimates:
| Daily Production | Labor (Manual) | Labor (Machine) | Daily Saving | Payback Period |
|---|---|---|---|---|
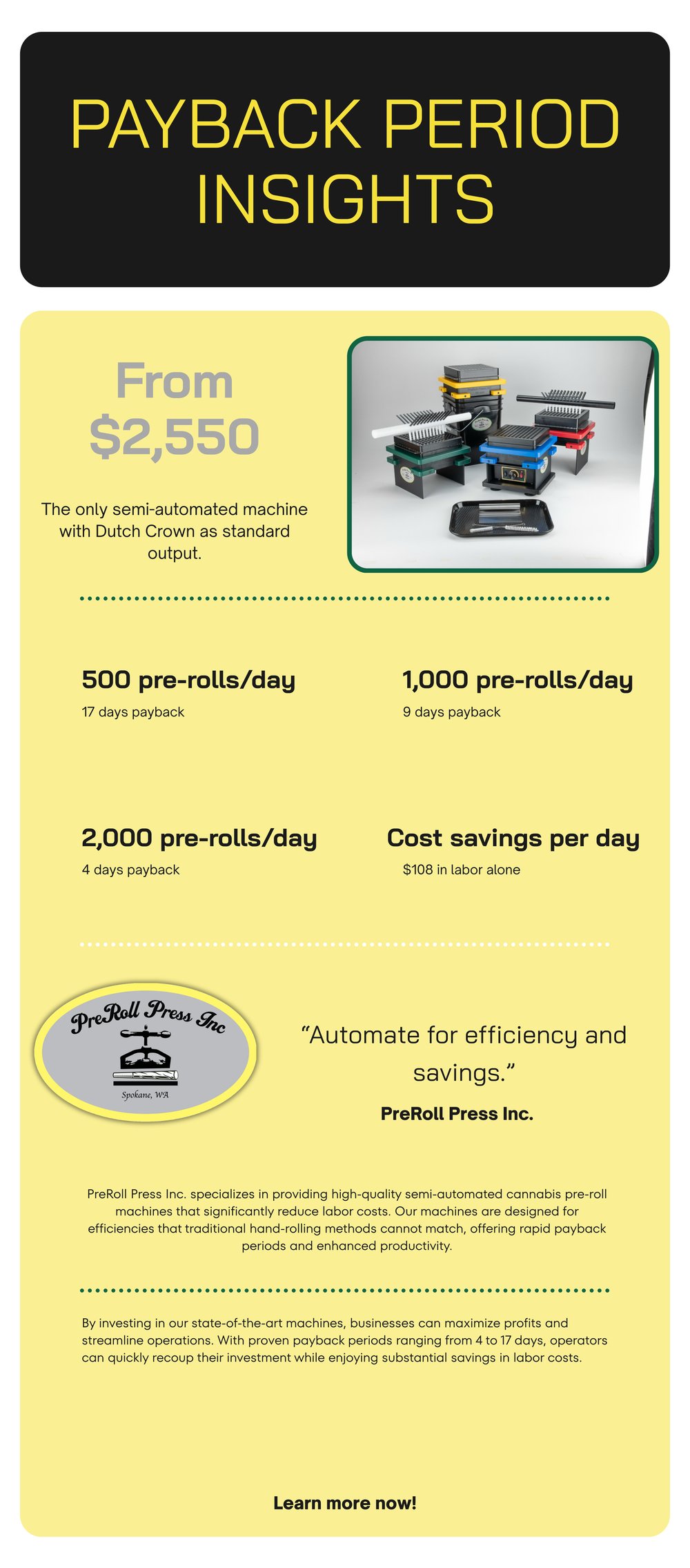
| 500 pre-rolls/day | $144 1 op, half shift | $36 1 op, ~45 min | $108/day | ~17 days |
| 1,000 pre-rolls/day | $288 2 ops, full shift | $72 1 op, ~90 min | $216/day | ~9 days |
| 2,000 pre-rolls/day | $576 4 ops, full shift | $108 1 op, half shift | $468/day | ~4 days |
These are conservative figures. They do not account for yield improvement from consistent packing (fewer rejects, less rework), the elimination of sick days and turnover costs in a manual rolling team, or the premium retail pricing available for Dutch Crown finished pre-rolls versus standard twisted-tip product.
A controlled comparison between manual and automated production at a mid-size operation showed:
- Daily output increased from 500 to 3,000 units (+500%)
- Daily labor cost dropped from $800 to $150 (-81%)
- Product waste dropped from 10% to 2% of production (-80%)
- Cost per unit fell from $1.60 to $0.50 (-68%)
- Monthly operational savings totaled over $16,500
At the Fill N’ Fold’s $1,850 price point, the math is considerably more favorable than the $75,000 automated system used in the above case study. A $75,000 system achieved payback in under five months. At $1,850, payback is measured in days — not months.
Internal Link 7 — Activate once published: anchor text “Pre-Roll Machine ROI: How Fast Does It Pay for Itself?” → /pre-roll-machine-roi/
Preventing Canoeing and Ensuring Consistent Quality
Canoeing — the burn defect where one side of a pre-roll burns faster than the other, causing the lit end to curve asymmetrically like a canoe — is the single most common consumer complaint about pre-rolls. It is also the single most reliably preventable quality failure with the right equipment and process.
Understanding why canoeing happens is the first step to eliminating it. There are three primary causes, and they operate independently — all three must be addressed.
Cause 1 — Uneven Packing Density
If the cannabis material is packed more densely on one side of the cone than the other, one side will offer more resistance to the draw and burn more slowly, while the less-dense side burns faster. This is the most common machine-related cause of canoeing, and it is almost always traceable to inconsistent input material — specifically, material that has not been sifted to a uniform particle size. As documented in Section 2, unsifted material produces 194% more unsatisfactory packs than sifted material. Uneven packing density is a material preparation problem, not a machine problem.
Cause 2 — Twisted Tip Construction
The twisted tip concentrates paper mass at a single axis at the tip of the pre-roll. When the consumer lights the pre-roll, the flame interacts with this concentrated paper mass unevenly — the paper on the flame-exposed side burns through first, while the paper on the opposite side lags. This creates an asymmetric burn front from the very first draw. The Dutch Crown tip eliminates this cause entirely by design: the symmetrical fold distributes paper mass evenly around the circumference, producing a symmetric ignition front regardless of how the consumer holds the flame.
Cause 3 — Inconsistent Paper Quality
Rolling paper with inconsistent thickness across its surface — a quality control failure at the paper manufacturing level — creates burn rate variation even when packing and tip construction are perfect. This is the least common cause and the hardest for operators to control directly. The practical mitigation is sourcing papers from manufacturers with documented quality standards, particularly those using Total Chlorine Free bleaching methods and consistent GSM ratings. Papers manufactured to 20–30 GSM for the cone body provide the tensile strength required for machine filling while maintaining appropriate burn characteristics.
- Check packing density by weight: Weigh every 10th cone on a calibrated scale. A standard deviation greater than 0.05g indicates a material preparation or machine calibration issue requiring immediate correction.
- Inspect tip construction visually: Dutch Crown tips should be symmetrical across all four fold points. Twisted tips should have even tension around the full circumference with no dominant fold axis.
- Burn test from each new batch: Light one pre-roll from each new batch and observe the burn front through the first 30 seconds. Canoeing that appears immediately indicates a tip construction issue. Canoeing that develops after 30 seconds typically indicates a packing density issue in the lower third of the cone.
Internal Link 8 — Activate once published: anchor text “What Causes Pre-Rolls to Canoe? And How to Fix It” → /what-causes-pre-rolls-to-canoe/
Internal Link 9 — Activate once published: anchor text “How to Ensure Pre-Roll Weight Consistency at Scale” → /pre-roll-weight-consistency/
The PreRoll Press Fill N’ Fold System
This is not a hard sell. The purpose of this section is to give operators a concrete reference point — here is what the machine PreRoll Press makes actually does, what it costs, and how it positions against the alternatives covered in this guide. Make your own judgment.
What It Is
The Fill N’ Fold is a semi-automated, tray-based pre-roll cone filling machine manufactured in Spokane, Washington. It fills 121 cones per tray cycle in under 10 minutes with one operator. It produces Dutch Crown cones as standard output. It is rated for concentrate handling including distillate and live resin. It is constructed with food-grade materials throughout. It ships with a lifetime warranty and is serviced domestically.
What It Costs
The Fill N’ Fold starts at $1,850. Comparable semi-automated machines from STM Canna and Futurola start at $4,250 to $6,000 — and neither produces Dutch Crown output as standard. Adding Dutch Crown capability to competitor machines as an aftermarket module costs $1,850 to $15,000. The effective cost difference between a Fill N’ Fold and a competitor machine with equivalent Dutch Crown capability is $2,400 to $17,000 in favor of PreRoll Press.
$1,850 — Fill N’ Fold with Dutch Crown standard
vs $6,000–$21,000+ — competitor machine + Dutch Crown add-on
Up to $17,000 in savings for equivalent capability.
Who It Is Right For
The Fill N’ Fold is designed for cannabis operators who are producing between a few hundred and several thousand pre-rolls per day and who care about output quality, not just output volume. It is the right machine for:
- Craft producers transitioning from hand-rolling who need a fast, manageable ROI.
- Scaling operators who want Dutch Crown output for retail differentiation without enterprise machine pricing.
- Operations producing infused pre-rolls with distillate or live resin who have experienced clogging failures with other machines.
- Any operator whose machine is currently the production bottleneck and who needs to multiply output with the same headcount.
Who Should Look at Other Options
If you are producing more than 10,000 pre-rolls per day and need to scale further without adding labor, the Fill N’ Fold is not your ceiling machine — a fully automated system like the Hefestus AuraX or Canapa JuanaRoll is the right next step. The Fill N’ Fold can be part of that scaled operation as a flex-capacity unit, but an enterprise-tier fully automated machine will be your primary production workhorse at those volumes.
Frequently Asked Questions
Pre-roll cone filling machines range from under $500 for basic manual-assist trays to $325,000+ for fully automated enterprise systems. Semi-automated commercial machines — the most common category for craft and scaling operators — typically range from $1,850 (PreRoll Press Fill N’ Fold) to $8,000 for tray-based systems. Fully automated machines capable of 1,000+ cones per hour range from $60,000 to $200,000+. The machine’s price must always be evaluated in the context of its total cost of ownership: warranty terms, service location, replacement part availability, and the true cost of any features (like Dutch Crown capability) that are standard on some machines and paid add-ons on others.
Output varies significantly by tier. A semi-automated machine like the Fill N’ Fold produces approximately 726 cones per hour with one operator (121 cones per tray, cycle time under 10 minutes). Entry-level semi-automated vibration machines typically produce 200 to 400 per hour. Fully automated systems produce 1,000 to 4,000+ per hour with a single technician. The meaningful number to evaluate is sustained throughput of sellable, compliant product per operator hour — not peak cycle capacity under ideal conditions.
Semi-automated tray-based machines like the Fill N’ Fold have a learning curve of one to two hours for a new operator to reach consistent production output. The process is straightforward: load material into the hopper, load cones into the tray, run the fill cycle, inspect and finish. The variables that require operator attention are input material consistency (which is why sifting is important) and tray calibration when switching cone sizes. Fully automated systems require more formal training on the machine’s control interface, but still typically come with manufacturer onboarding support.
Standard cone filling machines are not designed for concentrate handling and will fail — reliably — when concentrates enter their mechanical components. Operators who need to produce infused pre-rolls with distillate, live resin, or rosin need a machine specifically rated for concentrate handling. The Fill N’ Fold is rated for concentrate-compatible production. When evaluating any machine for infused pre-roll production, ask specifically about concentrate handling capability, the material composition of all concentrate-contact components, and the cleaning protocol required after concentrate production runs.
A Dutch Crown finish is a machine-pressed fold at the tip of the pre-roll cone that creates a symmetrical, multi-point crown structure instead of the standard twisted or pinched tip. It prevents canoeing by distributing paper mass evenly around the tip circumference, which produces a symmetric ignition front when the consumer lights the pre-roll. At retail, the Dutch Crown is visually distinct and signals production quality. PreRoll Press is the only machine manufacturer that produces Dutch Crown cones as standard output — competitors charge $1,850 to $15,000 as an add-on for the same capability.
The Fill N’ Fold accommodates multiple standard cone sizes including 84mm, 98mm, and 109mm cones. Switching between sizes requires a tray swap. Confirm compatibility with your specific cone supplier’s dimensions before purchasing, as dimensional tolerances can vary between cone manufacturers even within the same nominal size. Contact the PreRoll Press team with your specific cone brand and size for a definitive compatibility confirmation.
Yes — the Fill N’ Fold ships with a lifetime warranty. This is not an industry standard. Most competitor machines at the semi-automated tier offer 90-day to one-year limited warranties. PreRoll Press manufactures locally in Spokane, WA, which means domestic service support without international shipping delays for any warranty or maintenance work. The warranty and service infrastructure is a meaningful part of the machine’s total cost of ownership and should be evaluated alongside the machine’s base price.
Semi-automated machines require daily cleaning of all cannabis-contact surfaces — metering trays, filling chambers, and hoppers — with food-safe isopropyl alcohol at the end of every production shift. Resin and plant material buildup increase friction and cause out-of-tolerance fills over time. For concentrate production runs, more thorough cleaning is required, including disassembly of concentrate-contact components. Weekly maintenance includes inspection of all moving parts for wear, calibration check of fill weights against target tolerances, and inspection of any seals or gaskets on concentrate-handling components.
At $1,850 for the Fill N’ Fold, payback periods for most commercial operations are measured in days to weeks, not months. At 500 pre-rolls per day, the labor savings versus two hand-rolling operators cover the machine cost in approximately 17 days. At 1,000 pre-rolls per day, approximately 9 days. These figures use conservative labor cost assumptions of $18 per hour and do not account for yield improvement from consistent packing or the premium retail pricing available for Dutch Crown finished product.
The honest answer: sooner than most operators think. The inflection point is typically around 200 to 300 pre-rolls per day. Below that volume, the economics of machine ownership are less clear — though even at 100 pre-rolls per day, the consistency benefit alone often justifies entry-level machine investment. Above 300 pre-rolls per day, hand-rolling labor costs grow faster than production output can scale, and consistency failures begin to create meaningful retail quality issues. Any operation producing for licensed dispensary sales benefits from machine-assisted production even at relatively low volumes.
Ready to see what the Fill N’ Fold can do for your operation?
The Fill N’ Fold starts at $1,850 — the only semi-automated machine on the market that produces Dutch Crown cones as standard output, handles concentrates without clogging, and ships with a lifetime warranty.
If you are producing pre-rolls by hand and want to know exactly when and how a machine pays for itself at your volume, our ROI calculator breaks it down precisely. If you have questions about concentrate compatibility, cone sizes, or production setup, our team has been in the same production room you are in.
PreRoll Press Inc. | Spokane, WA | prerollpress.co | Lifetime Warranty | Made in the USA